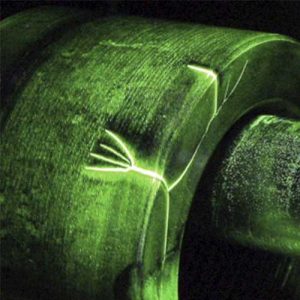
Partículas Magnéticas

Tintes Penetrantes

Réplicas Metalográficas

Videoscopía
ENSAYOS NO DESTRUCTIVOS
• Es un ensayo no destructivo que se aplica a materiales ferromagnéticos (Aceros al carbono, Aceros Inoxidables, exceptuando aquellos de matriz austenítica). Su campo de aplicación va desde la soldadura de componentes como tuberías, recipientes a presión, tanques, entre otros; como en la inspección de componentes en servicio tales como: piñones, engranajes, rotores de turbina, alabes; entre otros, en cuyo caso se aplica para la detección de discontinuidades originadas durante el servicio tales como grietas por fatiga, las cuales afectan la operatividad del componente.
• Cuando se magnetiza un material, se forman unas líneas de campo magnético que fluyen dentro del material siempre que no exista ninguna interrupción. Si existe una interrupción en el flujo de estas líneas (como por ejemplo causada por una grieta), esta genera un campo magnético (norte-sur) en esa zona donde son atraídas las partículas y revelada la indicación.
• La principal ventaja es la detección de discontinuidades tanto superficiales como sub-superficiales, lo cual permite la detección de discontinuidades enmascaradas que no son visibles a la vista del ojo humano. La inspección se puede realizar tanto con luz natural como luz ultravioleta la cual genera mayor sensibilidad y la capacidad de ver grietas mucho más finas.
• Tintes penetrantes, es un método de ensayo no destructivo para la detección de discontinuidades abiertas a la superficie en cualquier tipo de componente y cualquier tipo de material (metales, cerámicos y plásticos).
• Su aplicación va desde la inspección de soldaduras para descartar la presencia de grietas, poros, socavaciones, entre otros
defectos, hasta la aplicación en piezas en servicio como tornillos, roscas, componentes de maquinaria, entre otros, para descartar discontinuidades generadas durante el servicio. Algunas veces es utilizado para la inspección de la calidad final de un componente fabricado, ya sea por fundición o forja.
• Entre las principales ventajas está la obtención de resultados rápidos y la alta visibilidad de las indicaciones. Entre las principales desventajas es que la discontinuidad debe estar abierta a la superficie para poder ser detectada.
• El rango de temperaturas a trabajar debe estar entre los 40ºF y 125ºF ; fuera de este rango de temperaturas, se requerirá de una calificación especial del procedimiento.
• Su uso se limita a materiales que no posean excesiva rugosidad
• La medición de dureza, es un método no destructivo realizado sobre el componente a ser evaluado, el cual muestra el valor de la dureza del elemento y así provee información acerca del material bajo estudio.
• Usualmente, la medición de dureza se realiza en conjunto con la metalografía para determinar cambios microestructurales después de un tratamiento térmico en la zona afectada por el calor de una soldadura o en la determinación de las propiedades mecánicas de un componente sometido a alta temperatura por un periodo de tiempo prolongado.
• Las principales ventajas que tiene este método es que proporciona de manera rápida (casi inmediata) el valor de dureza del componente a través de herramientas de medición portátiles.
• Las desventajas es que no puede ser aplicado sobre la superficie final de una pieza en la cual sea inaceptable una entalla por indentación. Otra desventaja es que no puede ser utilizada en piezas de bajo espesor.
• La temperatura del componente debe estar máximo 50ºC para la realización del ensayo.
Entre las aplicaciones de la metalograf1a están:
Determinar la calidad final de un tratamiento térmico que garantice la integridad mecánica del componente.
- Para clasificar el componente, porcentaje de Carbono en los aceros.
- Para estimar el tamaño de grano y la presencia de precipitados.
- Análisis de falla.
- Evaluación de materiales afectados térmicamente o por ácidos/alcalis u otro tipo de corrosión.
La videoscopia, (visual testing) es una de las primeras técnicas de ensayos no destructivos. La endoscopia permite el acceso e inspección de puntos no visibles con herramientas convencionales.
La línea de endoscopia o boroscopía de Control No Destructivo S.L comprende:
- • Videoscopios: diámetros desde 3.9 mm hasta 8 mm.
- • Fibroscopios: diámetros desde 1 mm hasta 8 mm.
- • Endoscopios rígidos: diámetros desde 1,7 mm hasta 10 mm.
Corresponde a la inspección visual remota. El ámbito de uso es casi ilimitado. Este endoscopio es usado por electricistas, personal de seguridad, expertos de todos los sectores, mecánicos, mecánicos de precisión, constructores de tuberías, personal de mantenimiento en grandes procesos de producción industriales, mecánicos de bomba y de automoción, así como también en el ámbito privado. Ya no necesita abrir o desmontar las máquinas o los aparatos para poder diagnosticar los fallos. Esto hace que el endoscopio le ahorre tiempo y dinero.